Wie Metallrohre gebogen werden: technologische Details der Arbeit
Schräg gebogene Rohre finden Anwendung in der Öl- und Chemieindustrie sowie im Maschinen- und Apparatebau.Kein einziges Architektur- oder Bauprojekt kommt ohne sie aus.
Für Kurven können alle Arten von Armaturen verwendet werden, allerdings kann es dann zu Undichtigkeiten kommen, und manchmal ist dies aus ästhetischen Gründen einfach nicht akzeptabel. Ein ansprechenderes Erscheinungsbild und eine hohe Zuverlässigkeit werden durch das Biegen von Rohren gewährleistet – ein Prozess, der ihre Integrität nicht beeinträchtigt.
Wir verraten Ihnen, wie Sie ein Metallrohr sowohl in der Kalt- als auch in der Heißtechnik am besten biegen. Der von uns vorgestellte Artikel beschreibt die Besonderheiten des Biegens von Rohren aus verschiedenen Materialien. Die Merkmale der Arbeit mit Profil- und herkömmlichen Rundrohren werden erläutert.
Der Inhalt des Artikels:
Merkmale des Biegeprozesses
Jedes Metall hat seine eigenen Eigenschaften; ohne deren Berücksichtigung ist es unmöglich, gewalztem Metall eine komplexe Form zu geben. Auf das gebogene Rohr wirken radiale und tangentiale Kräfte ein.
Erstere verformen den Abschnitt und letztere tragen zum Auftreten von Falten bei. Die Hauptvoraussetzung für das Endergebnis besteht darin, dass der Rohrquerschnitt unverändert bleibt und keine Wellen an den Wänden vorhanden sind. Durch das Biegen können Sie die Anzahl der Schweißnähte beim Verlegen von Rohrleitungen mit Biegungen aller Art minimieren.
Rohrbiegemethoden
Je nach erforderlichem Biegewinkel, Material und Durchmesser des Rohres kann das Biegen manuell oder mit Spezialgeräten erfolgen. Es gibt auch Warm- und Kaltbiegen, mit und ohne Ausfüllen des Rohrhohlraums.

Nachdem die Last entfernt wurde, tritt ein Phänomen namens Federn auf, das direkt proportional zum Elastizitätsmodul des Materials ist. Das Ausmaß der möglichen Verformung hängt auch von der verwendeten Biegemethode und der Geometrie des Objekts ab.
Besonderheiten der heißen Technologie
Diese Methode wird gewählt, wenn ein Rohr mit einem Durchmesser von 10 cm oder mehr gebogen werden muss. Rohre werden heiß verformt, sowohl manuell als auch mithilfe von Mechanismen. Es gibt so etwas wie einen Mindestbiegeradius.
Die Länge der zu erwärmenden Rohrzone wird anhand des Rohrdurchmessers und des Biegewinkels bestimmt. In diesem Fall darf die Rundung nicht kleiner sein als der Rohrdurchmesser multipliziert mit 3.
Ermitteln Sie die Länge des beheizten Abschnitts mithilfe der Formel:
L = α x d / 15
In der Formel: L ist die erforderliche Länge in mm, α ist der Biegewinkel in Grad, d ist der Außendurchmesser des Rohrs in mm, 15 ist der Koeffizient. Nehmen wir an, ein Rohr mit einem Durchmesser von 200 mm muss in einem Winkel von 60⁰ gebogen werden, dann ist L = 60 x 200/15 = 800 mm, d.h. 4 Durchmesser.

Um das Rohr zu biegen, muss es auf 900⁰ erhitzt werden. Die optimale Temperatur für den Beginn des Biegens beträgt 760⁰ und am Ende 720⁰C. Beim Verbrennen verschlechtern sich die Festigkeitseigenschaften des Materials.
Der Warmbiegeprozess umfasst mehrere Vorgänge:
- Erstellen einer Vorlage;
- Sandpackung;
- Standortmarkierung;
- Hitze;
- Biegen.
Um zu verhindern, dass sich der Rohrquerschnitt verformt und sich im Innenbereich an der Biegung keine Sweet Spots bilden, wird der Innenraum mit Quarzsand gefüllt.
Der Sand wird zunächst bei einer Temperatur von 150 bis 500⁰ getrocknet und kalziniert, um organische Verunreinigungen zu entfernen, und anschließend durch ein feines Sieb mit einer Zellgröße von 3,3 x 3,3 mm geleitet. Bevor Sie mit dem Füllen des Rohrs beginnen, müssen Sie ein Ende davon verschließen.
Als Stopfen werden Holz- oder Metallstopfen mit einem Loch zum Entweichen von Gasen verwendet. Feiner und nasser Sand kann nicht verwendet werden, weil... Der erste wird unter thermischem Einfluss gesintert und haftet fest an den Rohrwänden.
Der zweite trägt durch die Dampfbildung zur Entstehung eines hohen Innendrucks bei, der zum Herausfliegen des Stopfens führen kann. Das Vorhandensein von Steinen in der Packung ist nicht akzeptabel, da diese die Rohrwand durchdringen können.
Da das Füllen des Rohrs sehr arbeitsintensiv ist, wird es zum Turm transportiert und in eine leicht geneigte oder vertikale Position gebracht. Da die Qualität der Biegung direkt von der Verdichtung der Packung abhängt, wird das Rohr während des gesamten Prozesses kontinuierlich angebohrt. Ein dumpfer Ton zeigt an, dass das Werkstück gut gefüllt ist.
Bevor direkt mit dem Hauptvorgang fortgefahren wird, werden Bereiche zukünftiger Biegungen auf einem mit Sand gefüllten Rohr gezeichnet und eine Schablone angebracht. Die Rohre werden in Öfen oder Öfen erhitzt. Biegen Sie sowohl manuell als auch maschinell.
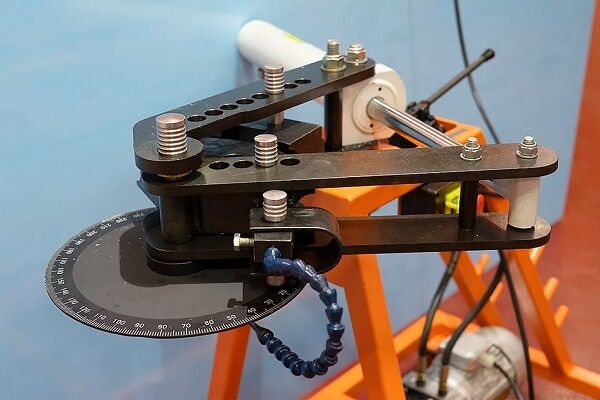
Im letzteren Fall werden spezielle Platten verwendet, die mit Druckbolzen ausgestattet sind, mit deren Hilfe der erhitzte Rohrabschnitt fixiert wird, und Klammern, die dazu dienen, das Rohrende auf der Platte zu halten.Am gegenüberliegenden Ende des Rohres wird ein Kabel angebracht, dessen Spannung mit Hilfe einer Winde oder Winde eine Biegung des Rohres bewirkt.
Um eine Verformung der Rohrwände zu verhindern, werden im Raum des Rohrständers Dichtungen – gerade oder gebogen – platziert. Das freie Ende mit dem daran befestigten Kabel wird mit einem Ständer gesichert. Während des Prozesses wird die Geometrie des Rohrs überwacht, indem regelmäßig eine Schablone darauf angebracht wird.
Nachdem das Rohr im gewünschten Winkel gebogen wurde, werden die Stopfen durch Ausbrennen oder einfaches Ausschlagen entfernt. Der Sand wird ausgegossen, das Rohr gereinigt und gewaschen. Führen Sie eine abschließende Biegeprüfung mithilfe einer Schablone durch.
Kaltbiegen
Um die Konfiguration von Rohren mit kleinem Durchmesser zu ändern, werden verschiedene manuelle Geräte verwendet, bei großen Durchmessern werden mechanisierte Rohrbieger verwendet. Zu Hause ist das Biegen von Wasser- und Gasleitungen am häufigsten erforderlich. Stahl RöhrenWird beim Bau von Wasserversorgungs- und Heizungsanlagen eingesetzt.
Das Biegen eines Rohrs um 90⁰ wird als Biegung bezeichnet, 180⁰ ist eine Rolle, bei der Bildung einer Leiste handelt es sich um einen Schuss und in Form einer Schlaufe handelt es sich um eine Klammer.

Es gibt andere Geräte zum manuellen Biegen. Um zu Hause eine Spule zum Erhitzen von Wasser herzustellen, wird einfach ein Edelstahlrohr mit einem Durchmesser von etwa 20 mm auf ein Stück Rohr mit großem Durchmesser gewickelt. Zunächst wird eine Halterung an ein Großrohr angeschweißt, auf Stützen aufgesetzt und festgeklemmt.
Das Rohr wird dicht mit Sand gefüllt und mit Stopfen verschlossen, dann in die Halterung eingesetzt und das Aufwickeln beginnt. Das als Vorlage dienende Rohr muss verdreht werden, daher sind hierfür mindestens zwei Personen erforderlich. Nach dem Wickeln wird die Spule nivelliert.

Das Biegen eines Rohrs aus Edelstahl oder einem anderen Material zu Hause kann mit dem einfachsten Gerät erfolgen. Es empfiehlt sich, es für kleine Arbeitsmengen zu verwenden.
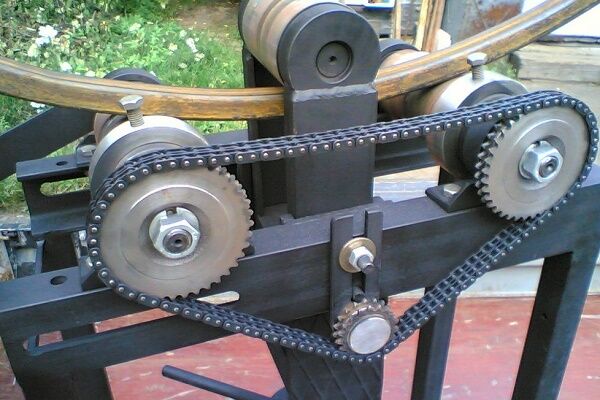
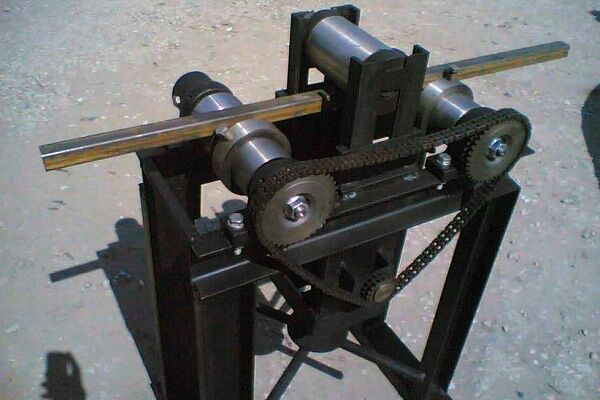
Sie können eine einfache mechanische Rohrbiegemaschine mit Ihren eigenen Händen bauen, insbesondere wenn Sie über Schweißkenntnisse verfügen und mit einer Schweißmaschine vertraut sind:
Zur Herstellung von Primitiven Rohrbiegegerät Sie benötigen eine Betonplatte, Metallstifte und einen Bohrhammer. Die Platte ist in Zellen von 40 x 40 oder 50 x 50 mm unterteilt. Mit einem Locher werden Löcher in die Ecken der Zellen gebohrt und Stifte hineingesteckt.
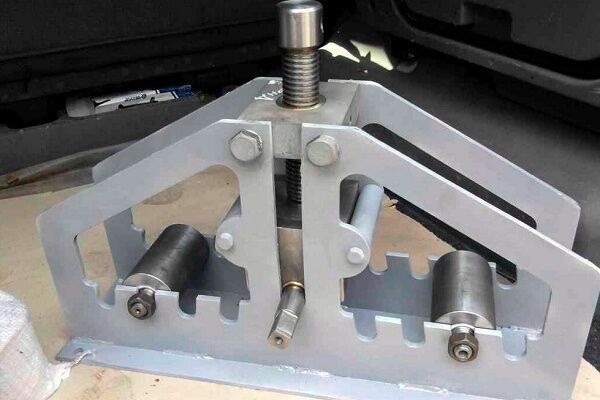
Das rohrförmige Produkt wird zwischen die Stifte eingeführt und unter Krafteinwirkung gebogen. Die Genauigkeit dieser Biegemethode ist zwar nicht ideal, reicht aber für den Heimgebrauch des Werkstücks völlig aus. Für das Biegen mit höherer Präzision können Sie ein Gerät verwenden, das auf der Basis eines Wagenhebers hergestellt ist.

Um zu verhindern, dass sich das Innenlumen des Rohres verformt, werden Mittel eingesetzt, die diesem Prozess von innen entgegenwirken. Sand wird am häufigsten als interner Begrenzer verwendet. In diesem Fall wird ein Stopfen in ein Ende des Rohrs eingeführt, Sand durch das andere Ende gegossen und dann mit einem Stopfen verschlossen. Als nächstes wird gebogen.
Manchmal ist der Begrenzer eine speziell für diesen Zweck hergestellte Feder. Zum Wickeln wird Draht mit einem Durchmesser von 1 bis 4 mm verwendet. Die Feder sollte an der Biegestelle frei in das Rohr passen; ein Teil des Drahtes bleibt außen.
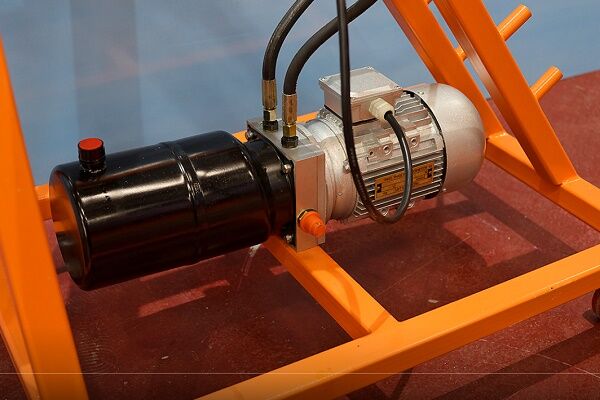
Das hydraulische System von Handwerkzeugen, tragbaren und stationären Maschinen erleichtert den Biegevorgang erheblich und beschleunigt den Prozess der Rohrverformung:
Nachdem die Biegung abgeschlossen ist, wird die Feder durch Ziehen am Draht entfernt. Bei der Arbeit mit einem Rohr mit quadratischem Querschnitt wird für die Herstellung einer Feder Draht mit demselben Querschnitt ausgewählt.
Hierzu eignet sich auch ein Drahtbündel, das aus einzelnen Segmenten besteht, die nacheinander bis zur späteren Biegung nach innen geschoben werden. Nach Abschluss des Vorgangs werden die Segmente ebenfalls einzeln entfernt. Sie können ein Edelstahlrohr mit einem Querschnitt von bis zu 4 cm und einer Wandstärke von 0,3 cm manuell biegen.

Für die Arbeit mit großen Durchmessern ist professionelles Equipment erforderlich. Es gibt Rohrbiegemaschinen, die mit einem Dorn ausgestattet sind. Dieses Strukturelement ist ein gewöhnlicher Metallstab.

Bevor mit dem Biegevorgang begonnen wird, wird es nach innen gelegt, um eine Verformung der Rohrwände zu verhindern. Die im Kit enthaltenen Dorne haben unterschiedliche Abschnitte, sodass Sie den Dorn auswählen können, den Sie für einen bestimmten Durchmesser der Rohrprodukte benötigen.
Änderung der Konfiguration von Rohren aus Nichteisenmetallen
Nichteisenmetalle haben eine sehr nützliche Eigenschaft – hohe Duktilität. Allerdings sind sie nicht stark genug. Während des Biegevorgangs kann es durch die Einwirkung von Druck- und Zugkräften zum Zusammenbruch oder Bruch des Rohres kommen. Um dies zu verhindern, müssen Sie die Technologie strikt befolgen.
Wie biegt man Kupfer- und Messingrohre?
Zum Biegen von Kupfer- und Messingrohren kommen sowohl Heiß- als auch Kaltverfahren zum Einsatz. Bei der ersten Wahl wird Sand als innerer Füllstoff und geschmolzenes Kolophonium als zweiter Füllstoff gewählt. Die Biegetechnik ist die gleiche wie bei Stahlrohren.
Rohrförmige Produkte aus Kupfer und Messing werden vor dem Kaltbiegen geglüht und anschließend abgekühlt. Der Temperaturbereich ist für beide Materialien gleich – von 600 bis 700⁰С. Der Unterschied liegt im Kühlmedium: Kupfer wird in Wasser gegeben und Messing wird an der Luft gekühlt.
Sobald der Prozess abgeschlossen ist, wird das Kolophonium durch Schmelzen entfernt. Um Rohrbrüche zu verhindern, sollte der Vorgang niemals in der Rohrmitte, sondern nur an den Enden begonnen werden. Als Biegevorrichtungen kommen sowohl einfache Werkzeuge als auch komplexe Maschinenanlagen zum Einsatz.
Manuelle Rohrbieger arbeiten durch menschliche körperliche Anstrengung, während hydraulische Rohrbieger diesen Kraftaufwand auf ein Minimum reduzieren. Beide sind mit austauschbaren Düsen ausgestattet, sodass Sie den gewünschten Durchmesser auswählen können.

Es ist viel einfacher, mit Kupfer- und Messingrohren zu arbeiten als mit Stahlrohren, aber die Metallverformung beim Biegen erfolgt nach den gleichen physikalischen Gesetzen. Im Biegeabschnitt erfährt die Außenfläche Spannung, wodurch die Wände dünner werden.
Im Rohrinneren laufen umgekehrte Prozesse ab – die Wand schrumpft und wird dicker. Es besteht die Gefahr, dass sich der runde Abschnitt in ein Oval verwandelt und sich der Nenndurchmesser verringert. Daher sollte mit dem Biegen nicht begonnen werden, ohne Maßnahmen zu ergreifen, um diese Phänomene zu verhindern.
Biegen von Aluminiumrohren
Grundlegende Methoden Biegen von Aluminiumrohren das gleiche wie Messing oder Kupfer:
- zwischen Rollen schieben;
- Rollen;
- Rollback;
- Druck.
Bevor Sie entscheiden, wie und auf welche Weise Aluminiumrohre gebogen werden sollen, müssen Sie sich mit jedem einzelnen Rohr vertraut machen. Die erste Methode wird für dünnwandige Rohre mit einem maximalen Durchmesser von 10 cm verwendet, wenn eine sanfte Biegung mit geringen Anforderungen an die Genauigkeit erforderlich ist. Der Mindestradius ist hier streng geregelt. Seine Größe beträgt 5-6 Rohrdurchmesser.
Die Krümmung des Abschnitts wird durch die Position der Umlenkrolle bestimmt. Innendekorationselemente werden am häufigsten auf diese Weise hergestellt. Die zweite Methode ist das Biegen von Rohrmaterial mit großem Durchmesser, wofür 3-Walzen-Rohrbiegemaschinen verwendet werden.Das Rohr wird zwischen Antriebsrollen gezogen, deren Ausrichtung den Biegeradius bestimmt.

Die Genauigkeit dieser Methode ist noch geringer als die der vorherigen, aber das Teil kann erneut gebogen und der Vorgang wiederholt werden, bis die gewünschte Geometrie erreicht ist.
Das Biegen dünnwandiger Aluminiumrohre kann bei entsprechender Vorbereitung manuell erfolgen:
Das Walzverfahren sieht das Vorhandensein von Innenfüllstoff nicht vor und wird daher nicht zur Erzielung kleiner Radien verwendet.Bei dieser Methode ist es nicht möglich, die strengen Anforderungen an die Ovalität des Abschnitts an der Biegung zu erfüllen.
Um ein Aluminiumrohr durch Druck zu verformen, werden Pressen verwendet, auf denen Stempel mit einer Matrize der gewünschten Form angebracht sind. Die vorgegebene Geometrie entsteht durch den von außen ausgeübten Druckeinfluss.
In manchen Fällen kann es sich um einen Innendruck handeln, wenn das Rohr in eine Form gelegt wird und im Inneren Flüssigkeit mit einem Druck zugeführt wird, der ausreicht, um es gegen die Wände zu drücken.
Es ist nicht einfach, Duraluminiumrohre zu biegen, weil... Dieses Material ist ziemlich hart und federnd. Um den Prozess zu erleichtern, werden sie unmittelbar vor dem Biegen bei einer Temperatur von 350 bis 400⁰C gebrannt und dann gewartet, bis die Rohre an der Luft auf natürliche Weise abgekühlt sind.
Methoden zum Biegen von Rohren mit großem Durchmesser
Relativ neue Methoden sind das Biegen von Rohren mit Industrie- und Hochfrequenzströmen sowie das Biegen unter Spannung. Im ersten Fall kommt eine Hochleistungs-Hochfrequenzanlage zum Einsatz, bei der ein Rohr mit einem Durchmesser von 95 – 300 mm erhitzt, gebogen und abgekühlt wird.
Es besteht aus zwei Teilen – einem mechanischen Teil in Form einer Biegemaschine und einem elektrischen Teil, der einen elektrischen Teil und eine Hochfrequenzanlage umfasst.
Das Rohr wird nur im erhitzten Bereich in der Induktorzone verformt. Unter dem Einfluss einer Umlenkrolle verändert sich die Geometrie auf ein vorgegebenes Maß. Mit dieser Methode können Sie eine Biegung mit einem kleinen Krümmungsradius erzielen.
Das Biegen nach der zweiten Methode erfolgt auf Biege- und Streckmaschinen, die über einen Drehtisch verfügen. Auf das Rohr wirken große Zug- und Biegekräfte ein. Dadurch entstehen steil gekrümmte Bögen mit einer über den gesamten Umfang konstanten Wandstärke.
Das Verfahren wird zum Biegen von Rohren mit großem Durchmesser in der Luftfahrt-, Automobil- und Schiffbauindustrie eingesetzt, wo hohe Anforderungen an die Rohrleitung gestellt werden. Der Vorteil liegt in der Möglichkeit, Rohre mit einer Wandstärke von 2 - 4 mm um 180⁰ zu biegen.
Merkmale des Profilbiegens
Profilrohrprodukte sehen ästhetischer aus als ihre runden Gegenstücke, weshalb sie häufig in Haushaltskonstruktionen zu finden sind. Beim Biegen wirkt von innen eine Druckkraft und von außen eine Zugkraft auf ihn. Sie sollten die Biegemethode sorgfältig auswählen, bevor Sie mit diesem Vorgang beginnen.
Das Profilsortiment umfasst Rohre mit einem Querschnitt in Form von Quadrat, Oval oder Rechteck.
Es gibt mehrere Nuancen, die Sie dabei nicht vergessen sollten flexible Profilrohre zu Hause ohne spezielle Ausrüstung:
- Die optimale Länge der Biegestrecke für Wellrohre mit dünnen Wänden und einem Querschnitt bis 2 cm ist die Höhe des Rohres multipliziert mit 2,5.
- Bei dickwandigen Rohren wird die Länge der Biegezone durch Multiplikation des Querschnitts mit drei ermittelt. Andernfalls sind Risse im Material von außen oder Verformungen von innen nicht zu vermeiden.
- Der Mindestwert des Krümmungsradius ist der Biegeabschnitt multipliziert mit 2,5.
Ohne die Berücksichtigung dieser Anforderungen kann man nicht einmal auf ein gutes Ergebnis hoffen. Die Biegemethoden unterscheiden sich nicht von denen bei Produkten mit rundem Querschnitt. Darüber hinaus können Sie die manuelle Biegemethode mit Querschnitten verwenden, die an drei Seiten des Rohrs vorgenommen werden.
Die Länge der Schnitte und deren Anzahl werden durch Berechnungen ermittelt. Nehmen wir an, es gibt ein Rohr 40 x 90 mm. Sie müssen eine volle Drehung ausführen, d. h. Biegen Sie entlang der Wand 40 mm in einem Winkel von 180⁰ mit einem Radius von 150 mm. Berechnen Sie zunächst die Länge des Halbkreises anhand des Außenradius:
L = (2π r: 2 = 2x 3,14 x 190) : 2 = 596,6 mm
Für den Innenradius gelten die gleichen Berechnungen:
Lin. = (2 x 3,14 x 150) : 2 = 471 mm.
Die Summe der Schnittlängen am Innenradius ergibt sich nach der Formel: Lout = L – Lin = 596,6 – 471 = 126 mm.
Diejenigen, die es selbst machen wollen manueller Rohrbieger oder Profilrohrbiegemaschine Mit Ihren eigenen Händen finden Sie in den von uns angebotenen Artikeln viele nützliche Informationen, Diagramme und nützliche Empfehlungen.
Wenn wir berücksichtigen, dass eine Schleifmaschine einen Schnitt mit einer Breite von 5 mm ausführen kann, erhalten Sie auf einer 126 mm langen Biegeebene 25 Schlitze. Anschließend wird das Rohr gebogen, bis sich die Kanten der Ausschnitte berühren. Die Schlitze werden verschweißt und die Nähte gereinigt.

Es gibt eine andere Möglichkeit, Profil- und Rundrohre zu biegen, diese ist jedoch nur im Winter einsetzbar. Stecken Sie dazu Stopfen in die Enden des Rohrs, gießen Sie Wasser hinein und warten Sie, bis es aushärtet. Das Rohr wird gebogen, der Vorgang wird mit einer Schablone kontrolliert, dann werden die Stopfen entfernt und die Flüssigkeit entfernt.
Nützlich: Wie man mit eigenen Händen einen Pavillon aus einem Profilrohr baut.
Schlussfolgerungen und nützliches Video zum Thema
Video Nr. 1. Wie man mit improvisierten Mitteln ein Rohr biegt, erfahren Sie in diesem Video:
Video Nr. 2. So biegen Sie ein Rohr beliebigen Querschnitts zu einem Kreis:
Video Nr. 3. Ein selbstgebauter Rohrbieger ist im Haushalt unverzichtbar:
Bei Reparaturen oder beim Hausbau besteht häufig die Notwendigkeit, ein Rohr – rund oder profiliert – zu biegen. Wenn das Volumen klein ist, können Sie es selbst tun. Das Massenbiegen von Rohrprodukten ist nur mit spezieller Ausrüstung möglich.
Erzählen Sie uns, wie Sie ein Metallrohr gebogen haben, um ein Gewächshaus oder andere Zwecke zu bauen. Teilen Sie den Besuchern der Website technologische Nuancen mit, die nur Sie kennen. Bitte schreiben Sie Kommentare in den Block unten, posten Sie Fotos zum Thema des Artikels und stellen Sie Fragen.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Großartiger Artikel :)